O século XXI pode estar bem longe de chegar ao fim, mas já marcou o mundo da indústria têxtil com algumas invenções um tanto inusitadas. Vejamos uma breve linha do tempo:
2005 – Roupas de garrafa reciclada
Resíduos vêm cada vez mais se tornando matérias-primas interessantes para o meio industrial, devido a uma maior consciência ambiental das empresas e da população. Exemplo disso é a utilização de garrafas plásticas de PET, que seriam descartadas no lixo, para a produção de uma fibra têxtil de elevada qualidade, conhecida pelo nome de GreenPlus. Para isso, são removidos os rótulos e tampas das garrafas, que então são lavadas várias vezes para remover qualquer vestígio de cola ou outros contaminantes. Em seguida, estas garrafas são prensadas e picadas no formato de pequenos flocos, os quais são levados a uma extrusora, passam por uma fieira e tornam-se fibras de PET reciclado. Essas fibras são então manipuladas até que estejam em um tamanho ideal para a compactação, processo que lhes confere o aspecto de um tecido, permitindo que sejam utilizadas posteriormente para a produção de diversas vestimentas e produtos em geral.
2010 – Roupas em spray
Desenvolvida pelo estilista Manel Torres em parceria com a Imperial College London, a roupa em spray foi batizada como Fabrican Spray-on. A vestimenta é composta por uma mistura de fibras, que podem ser de lã, algodão, linho ou acrílico, de acordo com a textura desejada para o tecido. Além disso, ela tem em sua composição polímeros e solvente. Os primeiros têm a função de realizar a união das fibras, formando um tecido confortável e sem qualquer tipo de costura, enquanto o segundo permite que o material seja líquido em seu estado inicial, de forma que possa ser aplicado na forma de spray. Para que a roupa adquira uma consistência sólida, o solvente passa a sofrer evaporação assim que a mistura é liberada sobre o corpo, levando cerca de 15 minutos para que a roupa esteja sólida e perfeitamente finalizada, tempo suficiente para que ela possa se moldar ao corpo. O resultado é uma vestimenta ecológica, que pode ser lavada, reutilizada e ainda redissolvida, transformando-se em matéria-prima para novas peças de roupa. Os pontos negativos são o forte cheiro de solvente e o design “justinho” destas roupas, que não agrada a todos os consumidores.

Camiseta produzida por tecido em spray. Fonte: Imperial College of London
2010 – Roupa de chá verde e bactérias
Batizado de BioCouture, o tecido inventado por Suzanne Lee é feito a partir de vinagre, chá verde doce e bactérias. Confira abaixo a “receita” do tecido:
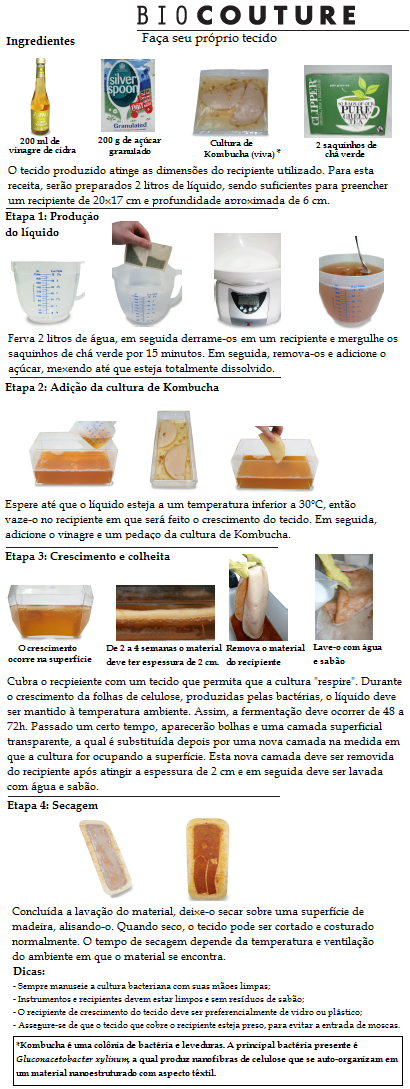
Fonte: BioCouture
E como funciona?
As fibras do tecido começam a surgir em meio à mistura de microorganismos, crescem e transformam-se em folhas de celulose bacteriana. Estas finas folhas são então moldadas no formato de roupas enquanto estão úmidas, para que quando sequem, as partes sobrepostas da roupa fiquem grudadas e formem “costuras”.

BioCouture. Fonte: Revista Galileu
A peça original tem este aspecto de papiro visto na figura acima, no entanto pode ainda ser branqueada ou tingida com extratos vegetais.
2015 – Roupas com ar-condicionado
Circular líquidos quentes ou frios ao longo de uma peça de roupa por meio de canais incorporados a ela. Isso permite controlar a temperatura em que a roupa se encontra e não parece algo tão difícil, certo? Você pode estar se perguntando como isto não foi inventado antes, considerando quantas pessoas sofrem com o calor e frio excessivos diariamente.
Na verdade, vários protótipos já foram testados nos últimos anos. A produção de canais ao longo da peça não é algo difícil de ser feito, no entanto se estes forem muito grossos, a vestimenta torna-se algo nada prático de vestir. Assim, é preciso miniaturizar os canais, assim como é feito atualmente para os biochips. No entanto, a fabricação destes microcanais já se torna complexa e cara, fazendo com que fosse viável o uso destes canais apenas a áreas pequenas, impedindo que houvesse uma refrigeração ou aquecimento eficaz.
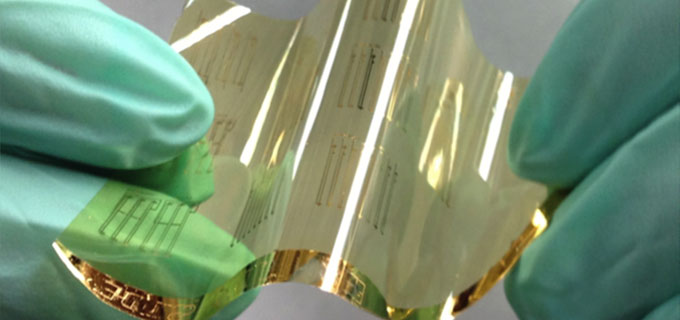
O que mudou em 2015? Pesquisadores finlandeses do Centro de Pesquisas Técnicas VTT conseguiram realizar a estampagem a quente em larga escala dos microcanais, modificando uma grande área da vestimenta a um preço mais acessível. Estes microcanais são fabricados a partir de um polímero flexível, em um design como o mostrado abaixo.
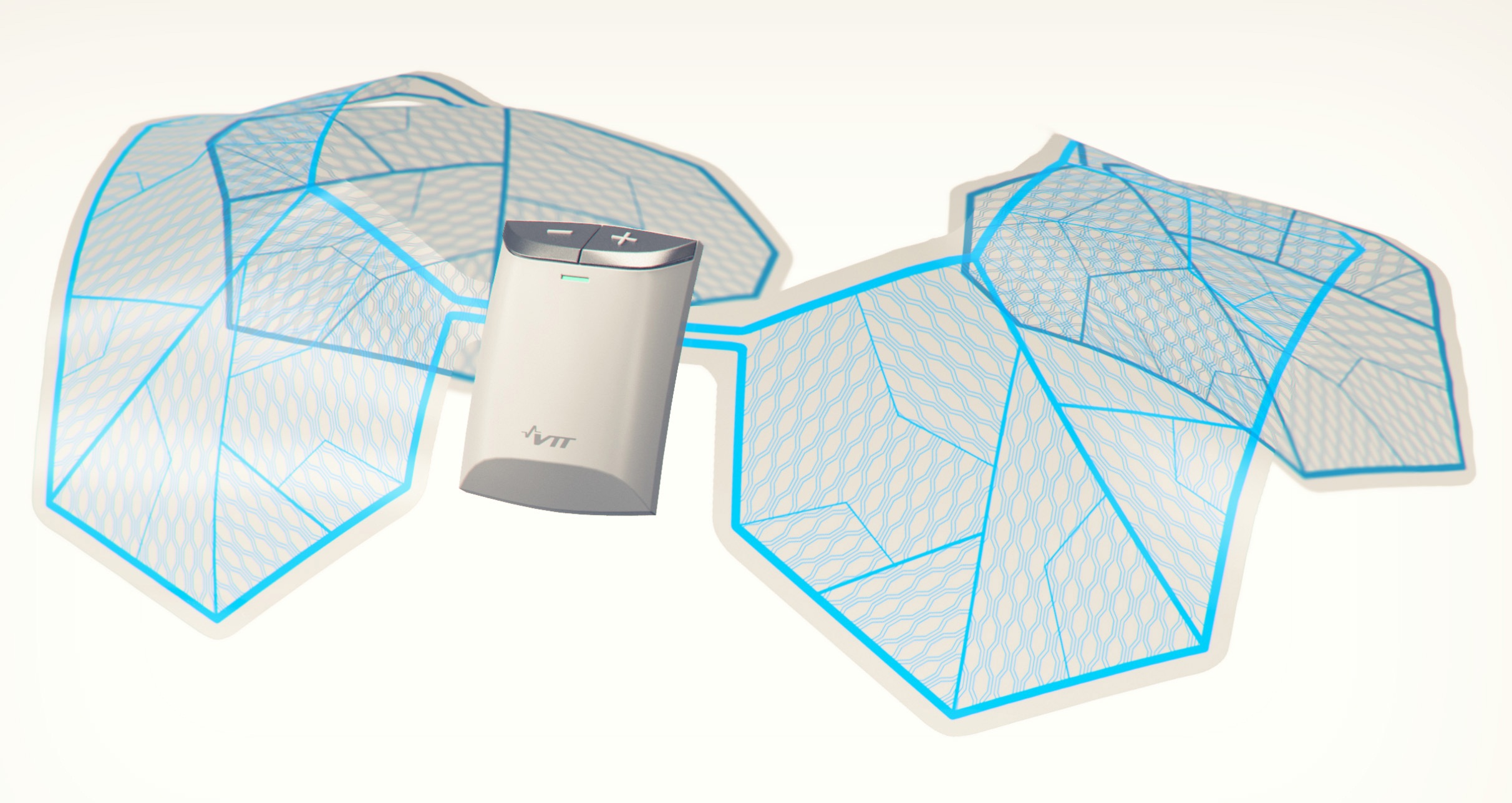
O próximo passo da equipe finlandesa é tornar a temperatura da roupa ajustável por meio de smartphones. Fonte: VTT
Com a invenção sendo finalmente viável economicamente, esperamos que seja apenas questão de tempo para este tão sonhado produto chegar a nossos guarda-roupas.
Para finalizar, fiquemos com Torres, o idealizador da roupa em spray, que afirmou que “(…) a ciência e a tecnologia podem ajudar estilistas a criar novos materiais”, o que pôde ser comprovado na postagem de hoje. Pensem nisso como mais um área onde podemos atuar e deixar nossa contribuição para a sociedade. Abraço a todos!
Referências:
International Fiber Journal – Turning PET to Textiles;
Revista Galileu – Pesquisadores desenvolvem roupa em spray;
Inovação Tecnológica – Tecido em spray é borrifado no corpo e cria roupa sob medida;
Revista Galileu – Designer britânica cria roupa “tecida” por bactérias;