Muitas das técnicas tradicionais de processamento de materiais requerem um ferramental específico para cada produto a ser manufaturado, tais como punções, moldes, matrizes e ferramentas de corte. Assim, cada produto é associado a um ferramental único e perde-se a liberdade e flexibilidade de design. Nesse contexto, o corte LASER é uma tecnologia que revoluciona o mercado em diversos segmentos e já toma a posição de tecnologia LASER mais utilizada na indústria. Nesse post, iremos abordar quais são as principais vantagens do corte LASER e como o LASER de fibra pode auxiliar ainda mais essa inovação.
Corte LASER
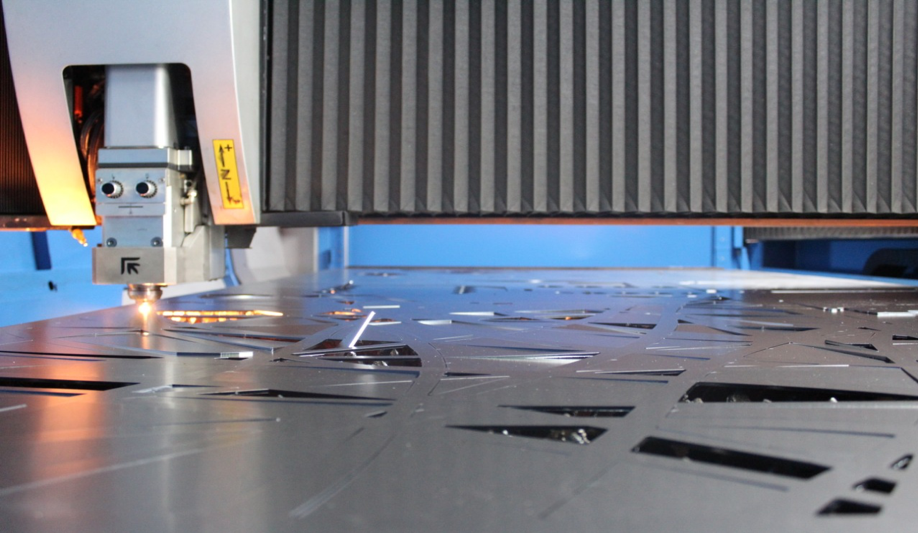
Como funciona
A habilidade do LASER de cortar o material se dá por duas características do feixe: monocromático (único comprimento de onda) e coerente (em fase). Essas duas características permitem que o feixe tenha um diâmetro de foco muito pequeno (aproximadamente 0,1-0,4 mm). Como o LASER é focado em uma área muito pequena, a densidade de energia ultrapassa 106 W/cm2 e, com essa magnitude de energia, é possível fundir, vaporizar e até decompor vários materiais rapidamente. Dessa forma, um orifício é criado, o que permite a ejeção do material fundido. O movimento relativo da peça com o feixe LASER permite que o material seja constantemente removido, o que cria a ação de corte.
Durante o processo, um gás auxiliar é introduzido através do bico coaxial do feixe focalizado, com o intuito de facilitar a remoção do material, proteger as lentes e pode até ajudar na velocidade de corte.
Vantagens
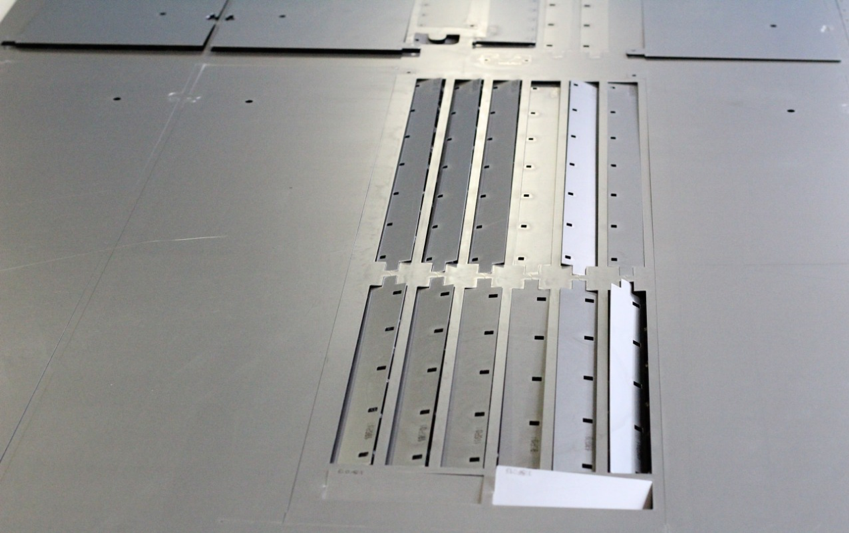
Frente a outros métodos térmicos e mecânicos para a secção de materiais, o corte LASER é atrativo para a indústria por ser altamente automatizável e apresentar menor distorção da peça segmentada, menor liberação de fumos e radiação, arredondamento de cantos menos intenso, melhor acabamento da superfície de corte, menor geração de refugo, largura de corte e zona termicamente afetada menores, melhor precisão dimensional e desempenho de corte independente do tempo. Os dois últimos fatores costumam ser especialmente críticos em processos de corte mecânico, visto que requerem que as ferramentas sejam reafiadas frequentemente para que a precisão dimensional e a qualidade do corte não sejam prejudicadas, o que não é necessário na utilização de LASER. Assim, a técnica traz flexibilidade e estabilidade para a produção.
LASER de fibra
Na hora de manufaturar um produto, no entanto, nem todos os LASERs terão o mesmo desempenho ou custo. O LASER de fibra, que utiliza uma fibra óptica dopada com elementos terra-raras para a geração da radiação eletromagnética utilizada na execução do corte, oferece diversos benefícios ao usuário em relação a outros LASERs comumente utilizados (e.g. CO2, diodo, lâmpada) :
- Menor necessidade de manutenção em relação a outros tipos de LASER, visto que não há necessidade de substituir lâmpadas, diodos e espelhos;
- Elevada eficiência elétrica: reduz os custos de operação para metade, em relação a um LASER de CO2semelhante;
- Design compacto e robusto: facilita tanto a instalação quanto o seu uso em aplicações que requeiram mobilidade do equipamento;
- Qualidade do feixe de LASER: condução é feita por fibras de pequeno diâmetro, isso gera, por consequência, um menor diâmetro de foco da radiação e maiores distâncias de trabalho em relação à peça;
- Qualidade do corte: o uso de fibras para condução também entrega ao equipamento a flexibilidade necessária para um bom posicionamento do feixe, o que gera maior qualidade do corte;
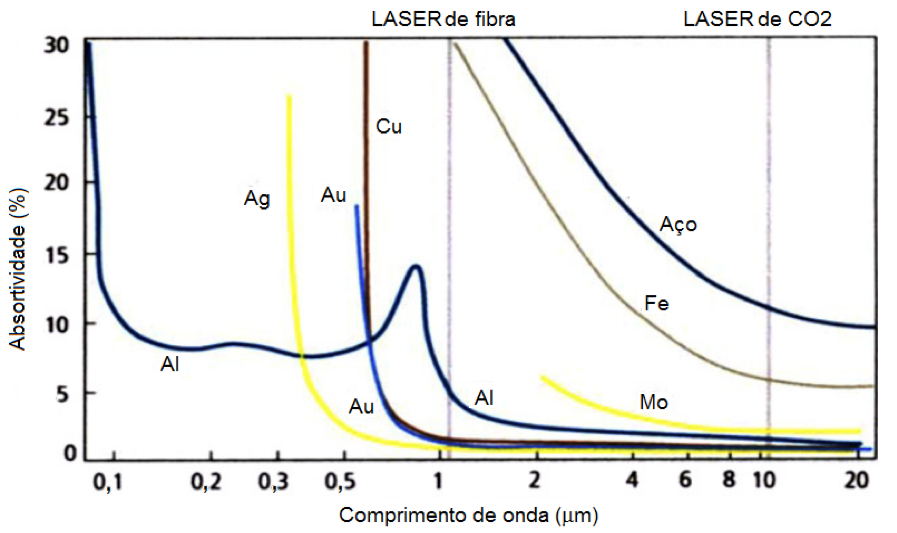
- Maior gama de materiais que podem ser processados: o gráfico absortividade vs. comprimento de onda mostra que o LASER de fibra é mais bem absorvido por muitos materiais quando comparado ao tradicional LASER de CO2, devido a seu comprimento de onda ser cerca de 10 vezes menor. Pela mesma razão, o LASER de fibra consegue cortar materiais refletores (e.g. cobre, latão, alumínio).
- Velocidades de corte superiores: Como consequência da maior absortividade do LASER de fibra, ele é capaz de atingir velocidades de corte até três vezes superiores ao de CO2.
Aplicações
Sabendo da revolução que o corte LASER a fibra promove no conceito de corte de materiais, é natural que esteja presente nos mais variados tipos de indústria. Na área de mineração, por exemplo, já é possível cortar e perfurar pedras utilizando LASER de fibra. As estimativas mostram que a perfuração mecânica associada ao LASER reduz em até 10 vezes o custo em relação à furação mecânica tradicional. O segmento médico também se beneficia desse LASER, em especial na produção de componentes e de equipamentos por meio de microcortes, mas também na realização de exames médicos por imagem e na oftalmologia. O produto que mais utiliza tal tecnologia de usinagem são os stents cardíacos, responsáveis por salvar muitas vidas.
As aplicações do LASER de fibra se estendem também a outras indústrias como eletrônica, automobilística, aeroespacial, metrologia de precisão, de óleo e gás, forense, de engenharia de sistemas, sem mencionar seu destaque na caracterização de materiais. Técnicas como microscopia de fluorescência e espectroscopia têm crescente participação do LASER de fibra, o qual está começando a substituir as fontes amplamente utilizadas até então para realização das análises. Ainda, se pode citar o uso da tecnologia para testes não destrutivos de materiais, empregados cada vez mais pelas indústrias por serem capazes de avaliar propriedades de materiais, de componentes e de sistemas sem danificá-los.
Referências
VM LASER. Disponível em: <https://www.vmlaser.pt/pt/>
HAVRILLA, D.; ANTHONY, P. Process fundamentals of industrial LASER welding and cutting. Mechanical Engineer, Product Support Group, p. 78, 1999.
MANOHAR, M. CO2LASER beam cutting of steels: Material issues. Journal of LASER Applications, v. 18, n. 2, p. 101-112, 2006.
POWELL, J.; KAPLAN, A.F.H. Laser Cutting Technology—A Commercial Perspective: Fiber or CO2 laser—which one to buy next?. Laser Technik Journal, v. 9, n. 2, p. 39-41, 2012. BOURCHAS, K. Manufacturing Effects on Iron Losses in Electrical Machines.2015. 104 f. Dissertação (Mestrado) – Curso de Máquinas Elétricas, Royal Institute Of Technology, Estocolmo, 2015.
STEEN, W. M. LASERmaterial processing—an overview. Journal of Optics A: Pure and Applied Optics, v. 5, n. 4, p. S3, 2003.
GAHAN, B. C.; SHINER, B. New high-power fiber LASER enables cutting-edge research. LASERtechnology, p. 29-31, 2004.
QUINTINO, L. et al. Welding with high power fiber LASERs–a preliminary study. Materials & Design, v. 28, n. 4, p. 1231-1237, 2007.
FERMANN, M. E.; HARTL, I. Ultrafast fibre LASERs. Nature photonics, v. 7, n. 11, p. 868, 2013.
POPRAWE, Reinhart. Tailored light. Berlin/Heidelberg: Springer, 2011.